人孔,彎管,封頭,套管,對焊法蘭_滄州東鴻管道有限公司
 當前位置:
當前位置: 


産品詳情



鋼管焊法蘭:
① 鋼管對接焊縫,相鄰兩節點之間不得有兩個拼接點,且接管 小長度要大于800mm。
② 鋼管對焊縫的施焊式,應經過考試合格,取得 機構認可部門頒發的“資格等級合格證”,持證上崗。
③ 鋼管對接焊縫為 《鋼結構工程施工及驗收規範》中的 焊縫,外觀檢查按 質量标準;超聲波檢查長度100%,X光拍片長度2%。法蘭盤與鋼管連接焊縫,外觀檢查按 質量标準,磁粉探傷為長度25%。
④ 鋼管對接焊縫需開坡口,雙邊V形縫的角度為60o~90o,焊縫高大于或等于0.8t(t為管壁),如用襯墊焊接,則焊縫根部寬度b=≥4mm。襯墊厚度δ≥0.5t。
⑤ 鋼管對接拼焊後,其直線度公差均不得超過名義長度的L/1000。
⑥ 鋼管對拼焊時,工作地點溫度應在0℃以上,普通碳素鋼管壁厚大于或等于50mm,低合金鋼管壁厚大于或等于36mm,應進行預熱,預熱溫度和層間溫度控制在100~150℃,預熱區在焊區兩側各80~100mm。工作地點溫度低于0℃時,應通過試驗确定預熱溫度。
鋼管斜向搭接
① 鋼管斜向搭接之相貫線的貼合率應大于或等于85%,不貼合局部縫隙小于或等于4mm。
② 鋼管相貫線斜角焊縫亦需開坡口,斜坡角度大應大于或等于45o,焊縫高度大于或等于0.6t(t為支管壁厚),
③ 鋼管相貫線連接焊縫為角焊縫,多層施焊時,應連續焊接,每一焊道表面應及時清理,如發現質量缺陷,應鏟除後重焊。
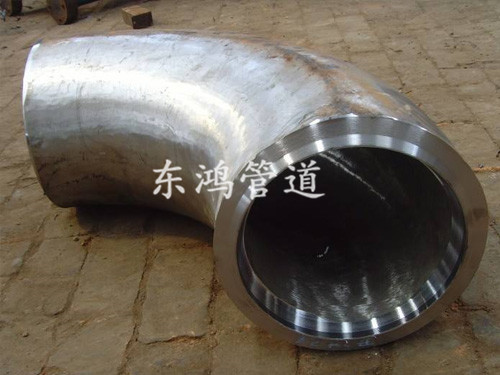
法蘭加工與連接
① 法蘭盤受壓接觸面應進行金加工,為防止焊接變形,法蘭盤接觸面應進内凹為h=(0.10~0.20)t,以提供預變形量.
②鋼管相貫線連接焊縫為角焊縫,多層施焊時,應連續焊接,每一焊道表面應及時清理,如發現質量缺陷,應鏟除後重焊。
③ 法蘭盤受壓接觸面不平整度應小于或等于±0.20mm,為法蘭盤連接後,其接觸面貼合率大于或等于75%,用0.4mm塞尺檢查,插入的面積之和不得大于總面積的25%,連接間隙不得大于0.8mm。
④ 蘭盤金加工内外徑橢圓度小于或等于0.03~0.1mm(按11級公差精度)考慮鋼管橢圓公差影響,法蘭盤内徑加工放大餘量為+0.4~1.0mm,内徑角焊縫坡口大于或等于45o,坡口高度h≥0.7t
法蘭盤螺栓孔直徑加大量小于或等于M16時,為1~1.5mm,大于M16時,為2mm。螺孔分度公差應小于±0.2mm,以100%穿孔率。
法蘭盤加強肋闆制作在鋼管與法蘭盤對焊縫處,肋闆應做成切角,當切角成45o時,其切角寬度均為1.2hf(hf為焊縫高度),即切角為焊足。高的1.2倍。法蘭盤連接采用普通螺栓或螺栓,普通螺栓連接采用單螺母加彈簧墊鎖緊。
東鴻動态
News









備案号:冀ICP備17028464号-1
Copyright © 2017 - 2018 東鴻管道 All Right Reserved.
滄州東鴻管道有限公司生産銷售各種彎頭、法蘭、人孔、彎管、傳力接頭、限位伸縮器等産品,産品質量優良,價格合理,受到用戶的一緻好評,東鴻管道期待與您的合作!
