人孔,彎管,封頭,套管,對焊法蘭_滄州東鴻管道有限公司
 當前位置:
當前位置: 


産品詳情



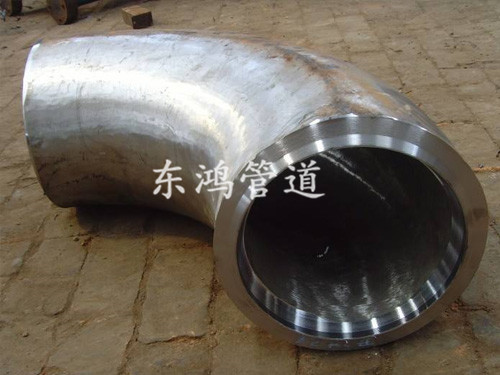
大型彎管制作原材料是帶鋼卷,焊絲,焊劑,在投入前都要經過嚴格的理化檢驗;帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管後采用自動埋弧焊補焊;大型中頻彎管成型前,帶鋼經過矯平、剪邊、刨邊,然後表面清理輸送和予彎邊處理,大型彎管制作時采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,了帶鋼的平穩輸送,采用外控或内控輥式成型。
大型彎管制作時采用焊縫間隙控制裝置來焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都嚴格的控制;内焊和外焊均采用 林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規範;焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了螺旋焊縫的無損檢測覆蓋率。彎曲時,因為小車作為負載,被管子拉着向前,為了 彎曲,防止管子彎曲局部壁厚過火減薄,削減回彈,添加了助推安裝。
東鴻動态
News









備案号:冀ICP備17028464号-1
Copyright © 2017 - 2018 東鴻管道 All Right Reserved.
滄州東鴻管道有限公司生産銷售各種彎頭、法蘭、人孔、彎管、傳力接頭、限位伸縮器等産品,産品質量優良,價格合理,受到用戶的一緻好評,東鴻管道期待與您的合作!
